TOMRA Food
Conditioning
Blueberry producer Ambrosia Citrus Estate achieves consistent quality in high volumes with TOMRA’s KATO 260 with LUCAi and CURO grading and filling systems
In the three years since installing TOMRA’s integrated packing solution, the South African business has improved pack-out, meeting the exacting quality and grading demands of export markets, while significantly increasing its blueberry production

Ambrosia Citrus Estate produces blueberries, lemons, grapefruits and oranges on its farm located in Hoedspruit, in South Africa’s Limpopo province. It dedicates 75 hectares to growing six varieties of blueberries, which it also processes and packs. The company serves the domestic market and exports to countries in the Middle East, the European Union and the United Kingdom – all of which have specific requirements and demand consistently high quality and food safety standards.
When it first started blueberry production, Ambrosia Citrus Estate graded the fruit by hand. Gert Bezuidenhout, Managing Director, says:
“This was a huge challenge, with all the human errors that come with it. After two years, the farm purchased its first TOMRA turnkey line, and it was a turning point. The first year, we packed over a thousand tonnes. Without this technology, we wouldn’t be able to handle such a volume at all, and some of our crop would have gone to waste.”
Since introducing its first TOMRA machine, Ambrosia Citrus Estate has considerably expanded its packing operation to meet the growing demand for its blueberries. In 2021, it opened a new packhouse, which extends over 2500 square meters and houses its integrated TOMRA packing solution featuring two KATO 260 sorting and grading systems, and four CURO filling systems. Today, in a typical year, they process over 1200 tonnes during the season, which begins in May and finishes in November.
Precision grading with KATO 260 and LUCAi
Coenie Scheepers, Operations Manager, says:
“We've seen a massive return on investment with KATO, and our overseas quality reports have improved drastically. Previously, we had to rely on the picker to give us feedback on the softness of the fruit. Now our pack-out has improved a lot because we rely on a machine that grades out the quality; it’s not based on the personal preference of a picker that takes out the fruit. It definitely has provided us with new opportunities. We can now select quality and size preferences for a specific market and deliver that specific product for that customer.”
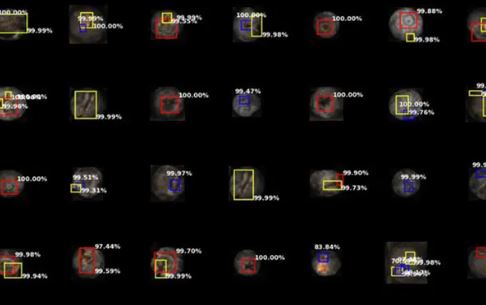
The KATO 260 is the industry-leading precision sorting and grading system for blueberries. With its unique rolling conveyor system that allows for a complete 360-degree inspection of the individual blueberries, cameras and advanced software, it can identify defects as small as 0.2mm for precision grading, ensuring unrivalled product quality. What’s more, it can handle large quantities, sorting at speeds of up to 286 or 572 berries per second in a dual footprint.
The KATO 260 systems at Ambrosia Citrus Estate also feature TOMRA’s LUCAi artificial intelligence package, which classifies and grades fruit with unprecedented accuracy. Each piece of fruit is photographed by multiple cameras and LUCAi instructs how each individual blueberry is to be classified. It can also identify defects not visible to the human eye, such as dehydration, bruising and early anthracnose. Ignatius Steenkamp, Packhouse Manager, is impressed:
“With the LUCAi technology and software, we are able to adapt to every variety and sort out the defects so that we can give the customer a good product.”
High-speed filling with the CURO filling system
The four CURO filling systems integrated in TOMRA’s sorting solution enable Ambrosia Citrus Estate to handle the large quantities processed by their KATO 260s while ensuring consistently high accuracy. They gently pack to accurate weight (reducing over-pack), improve productivity, and can simultaneously pack for a range of different packages for different markets. The CURO filling systems are ideal for operations with demanding filling requirements.

Ignatius Steenkamp explains:
“We used to pack by hand, and that was time consuming. With CURO, there is a consistent flow of fruit going through. Faster packing, accurate, easy to use. We would pack 5 tonnes of blueberries per day by hand. Now, with the same number of people, we can pack between 15 and 20 tonnes, just because we use a CURO. Reliable equipment in the packhouse is very important. We can't stand still when we are in peak season. We need to put a constant production through the packhouse and CURO provides that to us.”

An integrated packing solution for consistent quality and accuracy in high volumes Ignatius Steenkamp is impressed with the possibilities of TOMRA’s integrated solution:
“With KATO you are able to put more tonnage through the packhouse, so they can increase their picking speed because we can handle the amount of fruit that is coming in. The KATO with the necessary CUROs is unlimited. You can continue packing throughout the season.”
Gert Bezuidenhout. concludes:
“At this stage, we are grateful that we have installed TOMRA machines. It’s the only one that can satisfy a blueberry producer’s needs. Our business without TOMRA is unimaginable.”

About TOMRA Food
TOMRA Food designs and manufactures sensor-based sorting machines and integrated post-harvest solutions transforming global food production to maximize food safety and minimize food loss, by making sure Every Resource Counts TM .
The company has more than 13,800 units installed at food growers, packers and processors around the world for Confectionery, Fruit, Dried fruit, Grains and Seeds, Potatoes, Proteins, Nuts, and Vegetables.
These solutions include advanced grading, sorting, peeling and analytical technology to help businesses improve returns, gain operational efficiencies, and ensure a safe food supply.
TOMRA Food operates centers of excellence, regional offices and manufacturing locations within the United States, Europe, South America, Asia, Africa and Australasia.
Follow TOMRA Food on Facebook @TOMRA.Food, X @TOMRAFood, Instagram @TOMRAFood, LinkedIn at TOMRA Food and YouTube at TOMRA Food..
TOMRA Food is a division of TOMRA Group. TOMRA was founded in 1972 that began with the design, manufacturing and sale of reverse vending machines (RVMs) for automated collection of used beverage containers.
Today, TOMRA is leading the resource revolution to transform how the planet’s resources are obtained, used and reused to enable a world without waste. The company’s other business divisions are TOMRA Recycling and TOMRA Collection.
TOMRA has approximately 105,000 installations in over 100 markets worldwide and had total revenues of about 12 billion NOK in 2022. The Group employs 5,000 globally and is publicly listed on the Oslo Stock Exchange. The company headquarters are in Asker, Norway.
For further information about TOMRA, visit www.tomra.com.
News of TOMRA Food
.jpg)
.jpg)
.jpg)
TOMRA Food