VAM WaterTech
Conditioning
Innovation in water purification drives sustainability in the agri-food industry
A new system saves up to 95% of process water and achieves 100% purification, improving food safety and reducing environmental impact

In a context marked by growing water scarcity, the agri-food industry is incorporating technologies that optimize water use and ensure the sustainability of processes. Among the most advanced solutions are process water purification and reuse systems, designed to reduce water consumption, increase food safety, and improve operational efficiency throughout the production chain, from cultivation to packaging.
About VAM WaterTech
VAM WaterTech develops innovative technological solutions for water treatment and reuse in the agri-food industry. Its goal is to offer sustainable systems that save resources, maintain food safety, and optimize the efficiency of industrial processes.
The company works with a focus on continuous improvement and sustainability, applying advanced technologies that guarantee the quality of the water used at every stage of production. The systems it offers allow the level of purification to be adapted to the needs of each customer, from small facilities to large processing plants.
Modular and adaptable technology
VAM WaterTech's water purification solutions are based on a modular approach that facilitates adaptation to different crops, process types, and facilities. The systems combine various configurable purification techniques to achieve treatment levels ranging from basic standards to 100% total purification.
Their flexible design makes them suitable for both small farms and large industries, with the possibility of incorporating additional modules for remote monitoring and control of water parameters. This real-time management ensures more efficient and safer use of water resources, meeting the highest standards of quality and sustainability.
Stages of the purification process
The water purification process involves several stages that progressively transform used water into a reusable or even drinkable resource.
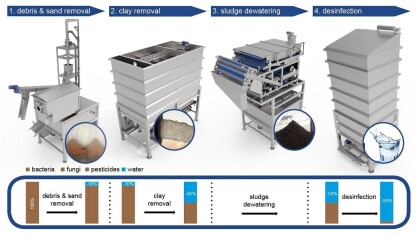
The following image shows in detail the stages, the equipment used, and the level of savings and purification achieved in each stage:

As shown in the table, the process begins with the separation of coarse particles using rotary filters and cyclones, continues with the removal of sludge through lamellar separators and belt presses, and culminates with final purification and disinfection using ozone, ultraviolet radiation, and reverse osmosis systems.
The result is clean water, suitable for reuse in the washing process itself and with a level of purity comparable to that of drinking water.
Resource savings and quality improvement
The application of these technologies reduces process water consumption by up to 95%, eliminates waste and lowers environmental costs. The continuous use of clean, disinfected water reduces equipment maintenance, minimizes downtime and prevents cross-contamination, extending the shelf life of food and improving its final quality.
The result is a safer product with lower microbial load and no pesticide residues, while strengthening the sustainability of operations and optimizing production costs.
Efficiency and sustainability as strategic pillars
VAM WaterTech's water purification systems operate in a closed circuit, allowing water to be reused continuously and achieving complete product purification. This combination of efficiency, sustainability, and technological control makes advanced water purification an essential tool for addressing the environmental and production challenges of the modern agri-food industry.
News of VAM WaterTech
.jpg)